築地字體:傳承字體文化,著重展現不規則之美
![凹凸の美にこだわり続け活字文化を未来に残す[築地活字]](https://magcul.net/wp-content/uploads/2018/03/d2f334f762e29d7e47eacfec80cff685.jpg)
製造業
創造事物
工匠的景觀
本期網站
【職業】鑄型工匠
【工匠姓名】築地排版大松初之
【地點】橫濱市南區
小心謹慎,慢慢來,深思熟慮。
一個介紹採用手工技藝的製造場所的角落。
這次,我們將了解凸版印刷,它曾經支撐著日本的印刷文化。
即使在當今的數位時代,
他加入了築地字體公司,該公司已獲得許多客戶的支持。


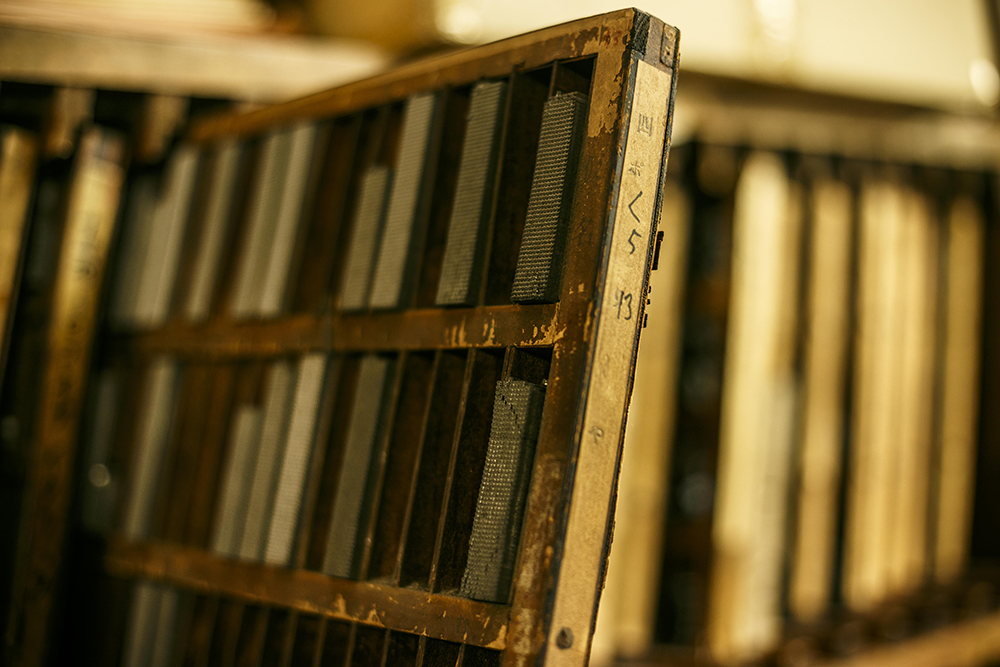
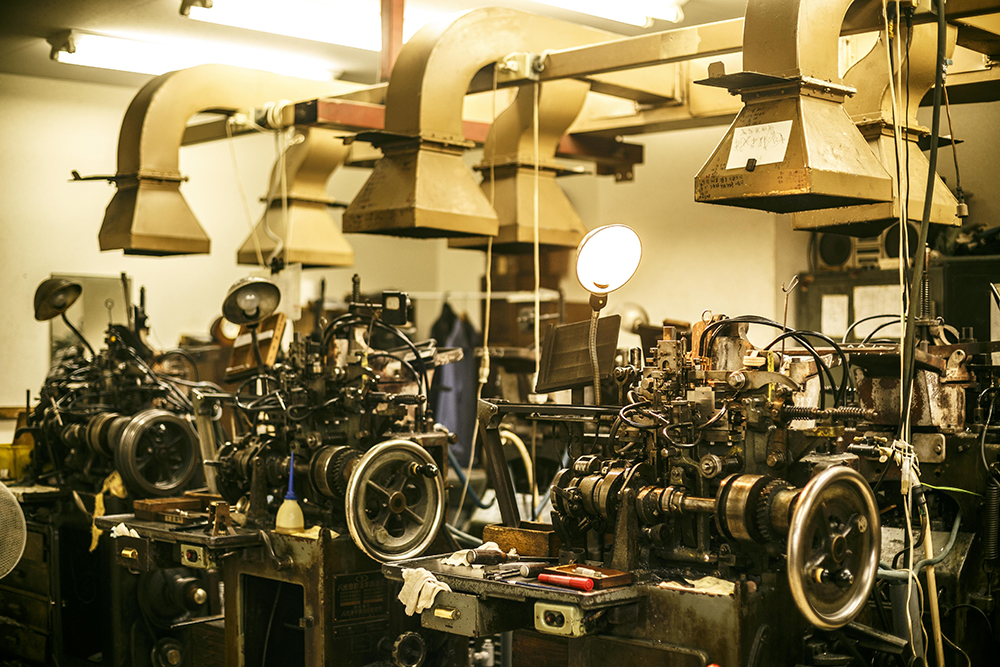
一間被稱為「字模室」的陳舊木架上,陳列著超過25萬個金屬字模,包括漢字、平假名和字母。這裡是築地字廠,創立於1919年(大正18年)。店鋪後方傳來隆隆的機械聲,那是鑄字機的運轉聲。在350-400度高溫的爐子中熔化的金屬錠,流入預先安裝在鑄字機上的凹模,再經自來水冷卻,最終鑄成凸字。從19歲起就在這裡當鑄字工人的大松,如今已73歲。他偶爾會推下眼鏡,用放大鏡仔細檢查剛鑄好的字模。這種一絲不苟、精益求精的工作,已經持續了50多年,至今仍在向我們傳遞著字體的魅力。


築地字廠位於橫濱市營地鐵藍線吉之町站附近,沿中村川而建,中村川是岡川的支流。推開門,便會聽到機器轟鳴的聲響,並聞到一股濃烈的油煙味。這聲音和氣味的來源,正是位於廠房後方的一排排鑄字機。工匠大鬆就守在附近,一刻也不離開,時時刻刻看著機器運轉。
這次,我們有機會採訪了築地字機的第五代傳人平樂喜一,他接手了鑄字和凸版印刷業務。

「我父親,也就是前任社長,曾經說過一句話,我至今難忘:『舊報紙上的字比現代報紙上的字更不傷眼。這是因為活版印刷的字跡不均勻,導致印刷面上的色彩深淺略有不同,反而能讓眼睛得到休息。 Hiraku說。
在平子的帶領下,我們了解了與活版印刷相關的各種工具和技術,這些工具和技術歷經歲月洗禮,至今仍在使用。

這就是所謂的“字模抽屜”,裡面存放著字模,也就是製作活字所必需的鑄造模具。打開抽屜,可以看到一排排黃銅字模。築地字廠據說保存著超過25萬種字模,但由於現在已經沒有工匠製作這些字模了,所以這裡存放的字模被視為極其珍貴的「寶物」。
這個「矩陣保險箱」還存放著珍貴的黃銅矩陣。

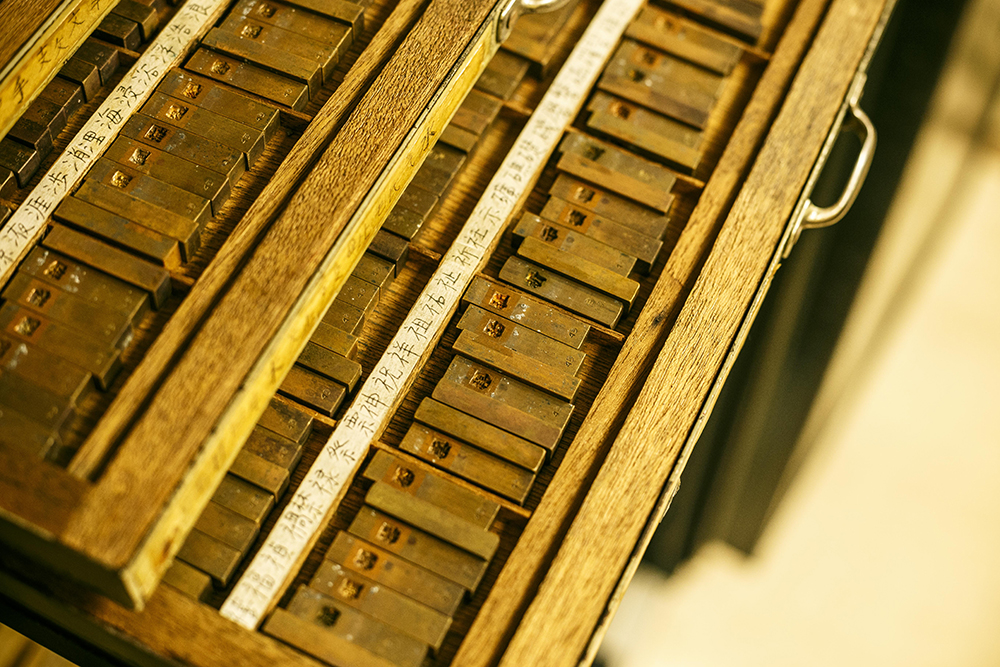
當金屬坯料(錠料)被澆注到這個凹陷處時,就形成了凸起的活字。
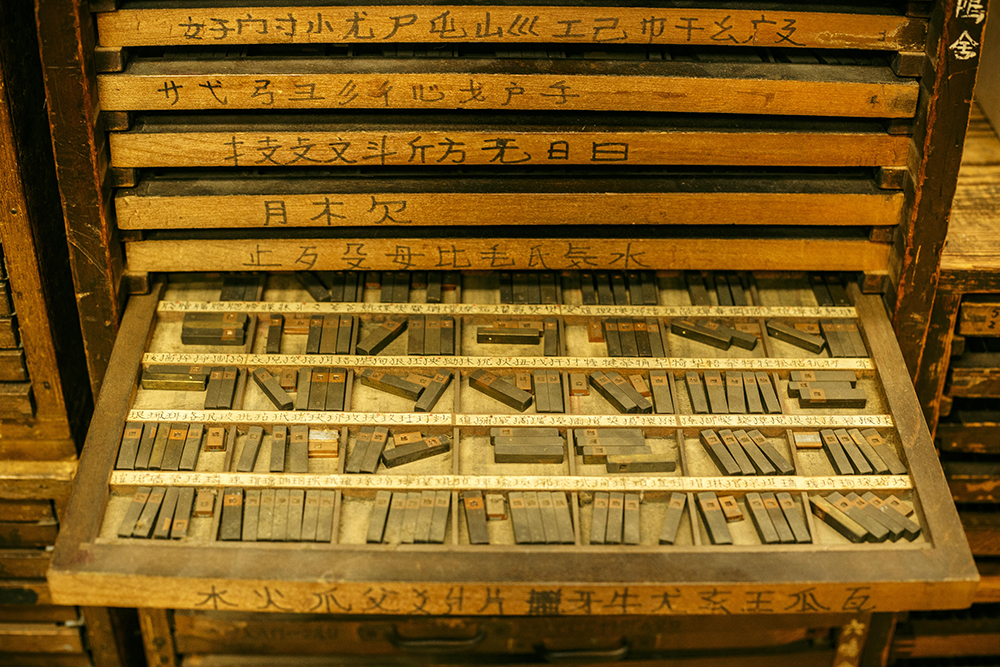
接下來,我們參觀了所謂的“活字室”,裡面擺滿了由鑄造工匠大松製作的活字。


為什麼字架要傾斜放置?我問平子先生,他解釋說:「放置活字的字架傾斜放置是為了抗震。因為設計得非常平衡,所以地震時活字不容易飛出去,這種做法已經傳承了好幾代。」看來不同印刷廠的活字擺放方式也不盡相同,但在築地字廠,字的排列順序就像全書裡的百科全書。
這是築地字廠出品的最小四字活字的字架。像這樣排字的工作已經消失了。
接下來,我們有機會參觀了操作鑄字機的工匠大鬆的工作場所。



製造活字所使用的金屬原料(錠)由 83% 的鉛、15% 的銻和 2% 的錫組成。
在鑄字機中,熔池被加熱到 350-400 度,將上述金屬(錠)熔化成液體。

中心積聚的液態金條是…
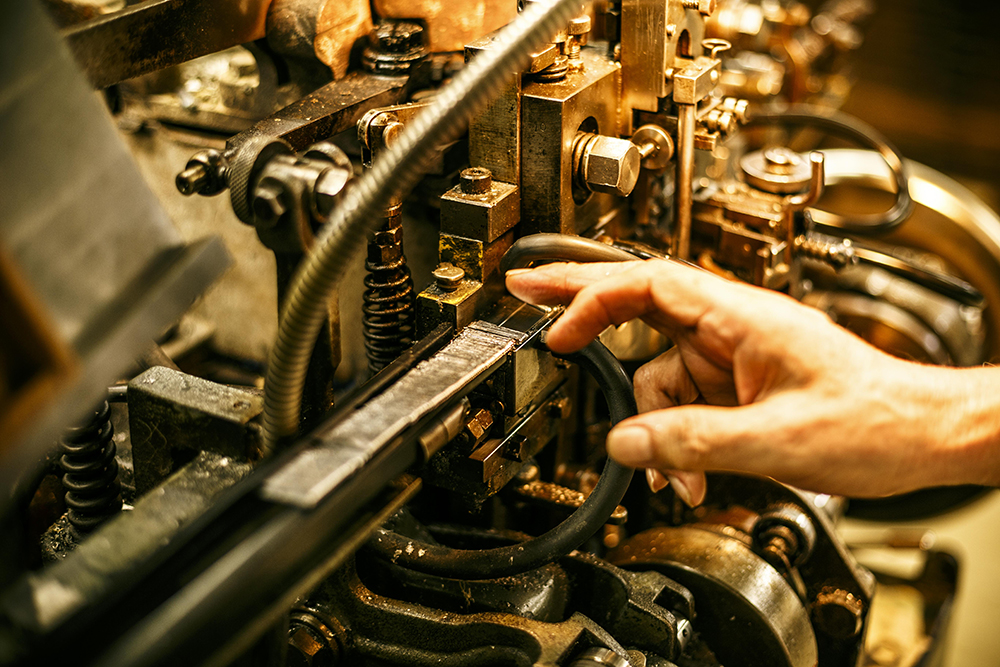
大松站在冒著滾滾熱氣的鑄造機旁,長時間地工作著,時時刻刻注意著爐子的情況。
將一根棒材放入裝有熔融金屬的鍋中,檢查該材料的比重和其他「感覺」。

然後將熔化在熔爐中的金屬倒入凹形模具中。

金屬流入凹形基體,並用自來水冷卻(如上圖所示),直到變成凸形。


細緻的工作還在繼續,接下來要用放大鏡仔細檢查已經完成的微型活字。這些微型活字一旦掉到地上就毫無用處,因為即使是最輕微的刮痕也會破壞活字的美觀。
由於蒸汽與水接觸有蒸汽爆炸的風險,《消防法》要求在鑄造機上方安裝排氣管路。
接下來,平子女士將講解活版印刷的基本步驟。首先,在「活字室」挑選與準備好的稿件相符的字模,然後將其放入「選字盒」中。之後,將字模放入稱為「字框」的金屬框架中,同時調整字母之間的間距,製作印版。但這並非易事,不僅需要手工技藝,更需要「品質眼光」等精湛的工藝,例如對字間距和行間距的精準把控。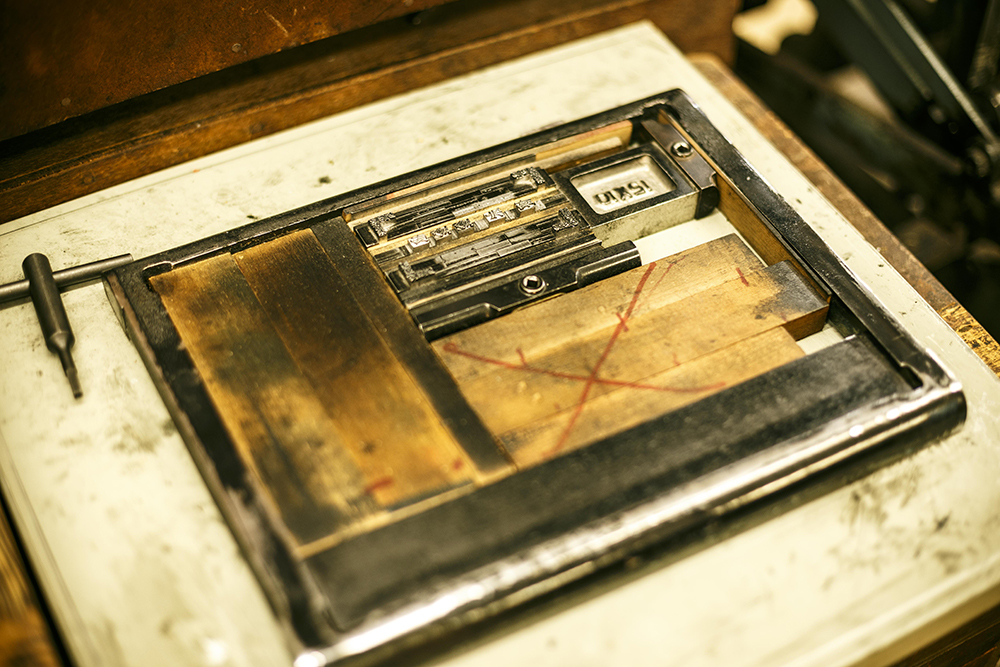

最後,將版框安裝到裝有滾筒的印刷機上,加入油墨和紙張,印刷就完成了。
築地字機公司也銷售活字架,這種活字架的研發旨在讓人們更親近精美的活字印刷,並使其適用於各種用途。 「我希望人們能透過這個『小工具』體驗到自己排版和印刷的樂趣,」Hiraku說。

順便一提,我原以為凸版印刷的魅力在於它能營造出一種凹凸不平的質感,彷彿是在紙張上雕刻而成(甚至背面也凹凸不平),但他卻說:“人們常說,凸版印刷時用力過猛的工匠技藝不精。技藝的背面,如何在正面展現出美的調配這種感,同時也滲透到背面的關鍵。我有幸聆聽了許多發人深省的故事。
每次收到一張凸版印刷的名片,我都會忍不住拿起來仔細端詳。今天,我終於明白了其中的原因。它只是一張名片,但畢竟它是一張名片。在這張小小的、可以握在掌心的紙片裡,錒刻著世代相傳的工匠技藝和匠心。為什麼不嘗試凸版印刷呢?以後不僅用於名片,也用於新年賀卡?一張讓人拿起來就讚嘆字蹟之美,忍不住想要輕輕撫摸的新年賀卡…



